











-
Blast Equipment
High performance abrasive blasting equipment engineered to be incredibly tough, safe and durable.

-
Spray Equipment
Engineered for the most demanding automotive bodyshops, wood & fine finish spray booths, industrial finishing, automated paint lines and protective coatings.

-
Coatings Inspection
The coating process requires inspection at every stage to ensure compliance to the specification.

-
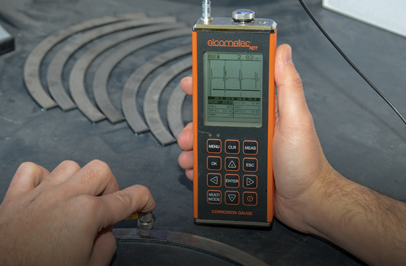
NDT Equipment
Ultrasonic thickness gauges are used to accurately determine the thickness of a variety of materials.

-
Concrete Inspection
Whether you are trying to determine a rebar’s location, depth, diameter and orientation or its potential for corrosion using half-cell, the Elcometer range of concrete inspection equipment is required.

-
About Elcometer



Discover More


Welcome to elcometer.tv
Your ultimate training channel

Software Download
Download Elcometer's FREE data management
software for professional reports in seconds





A COMPANY is only as GOOD as its PEOPLE



